Содержание
- Почему прозрачные 3D-модели теряют свою прозрачность?
- Выбор филамента для прозрачной 3D-печати: сравнение материалов
- Профессиональные настройки для прозрачной 3D-печати
- Как улучшить прозрачность напечатанных деталей: финишная постобработка
- Прозрачные 3D-модели: практическое применение
- Вопросы и ответы
Многие ожидают «стеклянной» прозрачности при печати PETG или SBS, но результат часто оказывается молочно-белым. Расскажем, как максимально приблизиться к идеалу с помощью правильных настроек и постобработки.
Почему прозрачные 3D-модели теряют свою прозрачность?
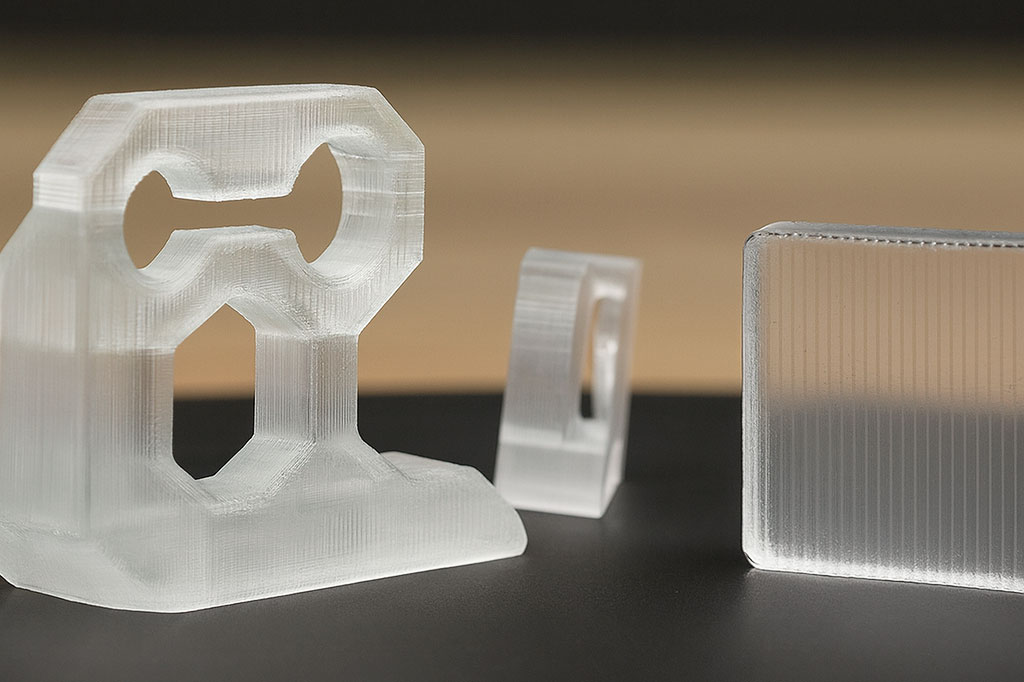
При печати прозрачными материалами на FDM-принтерах можно столкнуться с неприятным эффектом: вместо кристально чистых деталей получаются мутные, полупрозрачные изделия. Это связано непосредственно с физикой процесса послойного наплавления.
Во-первых, сама слоистая структура FDM-печати создает микроскопические ступеньки на поверхности. Эти неровности работают как множество крошечных призм, преломляющих и рассеивающих световые лучи. Даже при минимальной высоте слоя в 0.1 мм этот эффект остается заметным.
Во-вторых, между слоями неизбежно попадают маленькие пузырьки воздуха. При нагреве пластик выделяет летучие вещества, которые образуют эти полости. Каждый такой пузырек становится дополнительным препятствием для света, усиливая эффект матовости.
Даже при использовании специального режима vase mode, когда модель печатается одной непрерывной стенкой без швов, добиться идеальной прозрачности не получается. В этом случае мутность обусловлена внутренними напряжениями в материале и едва заметными неоднородностями структуры пластика.
Степень помутнения зависит не только от настроек печати, но и от химического состава самого филамента. Например, PETG с добавками для повышения ударной вязкости всегда будет более мутным, чем чистый материал без модификаторов.
Выбор филамента для прозрачной 3D-печати: сравнение материалов
При подборе пластика для создания прозрачных моделей учитывайте не только исходную прозрачность материала, но и его поведение в процессе печати. У каждого из популярных вариантов есть свои особенности.

1. PETG можно назвать универсальным решением. Этот термопластик, знакомый нам по пищевым контейнерам и бутылкам для воды, демонстрирует отличный баланс характеристик. Его главные преимущества: устойчивость к влаге (гигроскопичность в 3-4 раза ниже, чем у PLA), хорошее светопропускание в бесцветном исполнении и выдающаяся износостойкость. Однако для достижения максимальной прозрачности потребуется тщательная настройка параметров печати на 3D-принтере.
2. SBS (стирол-бутадиен-стирол) — настоящий лидер по прозрачности. По данным тестов, этот материал превосходит PETG по светопропусканию на 15-20%, что особенно заметно при печати тонкостенных изделий. Его повышенная гибкость и абсолютная водостойкость делают SBS идеальным выбором для светотехнических изделий — абажуров, рассеивателей и декоративных панелей. Но будьте готовы к тому, что этот филамент требует особых условий хранения.
3. Нейлон имеет свои особенности. В абсолютно сухом состоянии он действительно может удивить прозрачностью, сравнимой с поликарбонатом. Но это состояние крайне нестабильно — при контакте с атмосферной влагой материал быстро мутнеет, приобретая молочно-белый оттенок. Поэтому нейлон можно рекомендовать только для временных изделий или в условиях контролируемой влажности.
При выборе между этими материалами учитывайте конечное назначение изделия. Для уличных конструкций лучше подойдет PETG, для интерьерных светильников — SBS, а нейлон стоит рассматривать лишь для краткосрочных проектов или опытных образцов.
Профессиональные настройки для прозрачной 3D-печати
Добиться действительно прозрачных деталей на FDM-принтере — задача сложная, но выполнимая. Вот проверенные настройки, которые помогут вам максимально приблизиться к идеалу.
1. Заполнение
Первое и самое важное правило — используйте 100% заполнение с однонаправленным паттерном. Обычные сотовые или решетчатые структуры заполнения создают множество внутренних границ, которые рассеивают свет. Лучше всего работает rectilinear или monotonic infill с минимальным расстоянием между линиями.
2. Ширина экструзии
Играет ключевую роль. Установите значение на 150-200% от диаметра сопла — это уменьшит количество стыков между линиями. Например, для стандартного 0.4 мм сопла оптимальной будет ширина 0.6-0.8 мм. Высота слоя не должна превышать 0.1 мм, а лучше работать в диапазоне 0.08-0.1 мм.
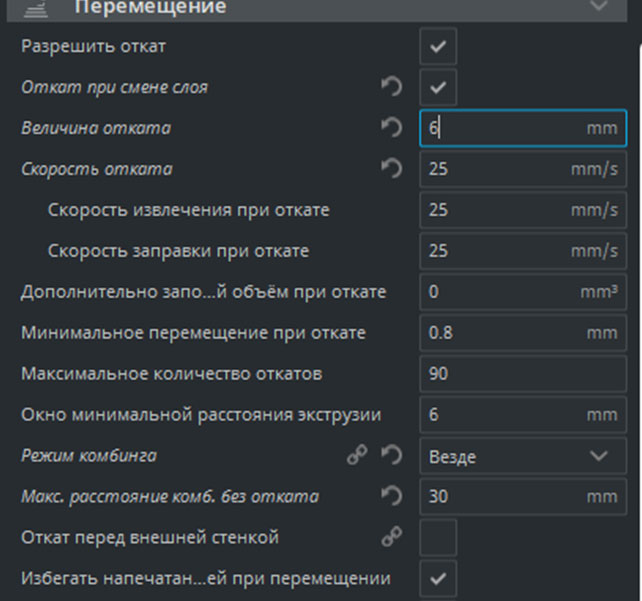
3. Скорость печати
Скорость печати нужно снизить до 20-30 мм/с. Медленная экструзия дает несколько преимуществ:
- Пластик успевает равномерно спечься с предыдущим слоем.
- Уменьшается количество захватываемого воздуха.
- Снижается внутреннее напряжение материала.
- Улучшается контроль за точностью экструзии.

4. Повышенная температура
Особое внимание уделите температуре. Для PETG оптимальный диапазон 250-260°C, для SBS — 235-245°C. Повышенная температура улучшает текучесть материала и способствует образованию монолитной структуры.
| Материал | Стандартная температура | Для прозрачности |
|---|---|---|
| PETG | 235-245°C | 260°C |
| SBS | 220-230°C | 240°C+ |
Важно: слишком высокая температура может привести к термическому разложению пластика.
5. Охлаждение
Еще одним критически важным параметром является охлаждение. В отличие от стандартной печати, где принудительный обдув улучшает качество свесов, в нашем случае он приносит только вред. Быстрое охлаждение приводит к нескольким негативным эффектам:
- Неполное спекание между слоями.
- Захват микроскопических пузырьков воздуха.
- Возникновение внутренних напряжений.
Для небольших моделей, которые быстро остывают естественным путем, рекомендуется печатать несколько деталей одновременно. Это увеличивает время между нанесением слоев на каждую конкретную модель, позволяя пластику равномерно прогреваться и медленнее остывать.
6. Верхние и нижние слои
Правильно установите настройки верхних и нижних слоев. Стандартный алгоритм слайсера создает на этих поверхностях зигзагообразный узор, который становится серьезным оптическим препятствием. Каждое пересечение линий работает как микроскопическая призма, искажающая световой поток. Полностью отключив верхние и нижние слои (установив значение 0), мы получаем модель, состоящую только из периметров и внутреннего заполнения с однородной структурой.
7. Толщина стенок
Еще одним важным параметром является толщина стенок. Идеальным вариантом является печать с минимальным количеством периметров, в идеале — одним. Чем меньше пересечений между линиями экструзии, тем более однородной получается внутренняя структура. В различных слайсерах эта настройка может называться по-разному:
- Perimeters (PrusaSlicer).
- Wall Thickness (Cura).
- Outline Shells (Simplify3D).
Следует учитывать, что подобные настройки снижают механическую прочность изделия. Поэтому их применение оправдано только для деталей, где прозрачность является приоритетным параметром. Для моделей, требующих повышенной прочности, необходимо найти баланс между количеством периметров и требуемым уровнем светопропускания.
Как улучшить прозрачность напечатанных деталей: финишная постобработка
После печати прозрачных моделей часто требуется дополнительная обработка для достижения идеального результата. Рассмотрим два наиболее эффективных способа доводки поверхности.
Химическое выравнивание с помощью дихлорметана (ДХМ) позволяет получить практически зеркальный глянец. Этот метод особенно хорош для ABS и его производных. При аккуратном нанесении кистью или кратковременном погружении растворитель слегка плавит поверхность, сглаживая микронеровности. Однако здесь важно не переусердствовать, так как излишняя экспозиция может привести к короблению тонких элементов. Обязательно работайте в проветриваемом помещении и используйте средства защиты.
Термическая обработка строительным феном требует навыка, но дает отличные результаты с PETG и SBS. Нагрев до 120-150°C позволяет:
- Устранить мелкие дефекты поверхности;
- Убрать волоски и наплывы пластика;
- Упрочнить соединение между слоями.
Главная сложность — равномерный прогрев без перегрева отдельных участков. Держите фен на расстоянии 15-20 см и постоянно перемещайте его круговыми движениями. Для сложных моделей лучше практиковаться на тестовых образцах.
Оба метода имеют свои ограничения. Химическая обработка не подходит для пищевых изделий, а термическая может изменить геометрию точных деталей. Для важных проектов рекомендуем комбинировать эти способы с механической полировкой специальными пастами.
Прозрачные 3D-модели: практическое применение
Технология прозрачной 3D-печати находит применение в различных сферах, где важны как эстетические качества, так и функциональные характеристики изделий.
Для создания декоративных предметов: художественных ваз, интерьерных статуэток или выставочных макетов, где прозрачность придает изделиям особую выразительность. Такие элементы прекрасно пропускают свет, создавая интересные оптические эффекты. Особенно привлекательно смотрятся многослойные композиции с внутренней структурой.
В осветительной технике прозрачные материалы незаменимы при изготовлении:
- Плафонов и абажуров.
- Рассеивателей LED-подсветки.
- Декоративных световых панелей.
- Защитных колпаков для ламп.
Еще одна сфера использования — производство смотровых окон для приборов и оборудования. Это могут быть индикаторные крышки, защитные экраны или элементы корпусов с возможностью визуального контроля. Для таких деталей нужно обязательно выбирать химически стойкие материалы.

Отдельная категория — различные емкости и сосуды. Хотя для пищевых целей напечатанные бутылки не рекомендуются, они отлично подходят для:
- Канцелярских принадлежностей.
- Лабораторных пробников.
- Декоративных флаконов.
- Коллекционных упаковок
При выборе области применения учитывайте физические свойства конкретного материала и условия эксплуатации готового изделия. Например, для уличных светильников лучше выбрать устойчивый к УФ-излучению PETG, а для тонких декоративных элементов — более пластичный SBS.
Команда 3Dкрафтер поможет реализовать самые смелые идеи и проекты в области 3D-печати. В нашем парке техники более 140 промышленных 3D-принтеров. При заказе тиража тестовый образец изготовим бесплатно.
Вопросы и ответы
1. Чем фотополимерная печать превосходит FDM при создании прозрачных деталей?
Фотополимерные принтеры (SLA/DLP) обеспечивают лучший результат благодаря минимальной толщине слоя всего 25-50 микрон, что в 2-4 раза меньше, чем у FDM-принтеров. Они создают детали без видимых линий экструзии с более однородной структурой материала, которые после полировки приобретают практически зеркальный блеск.
2. Можно ли добиться настоящей прозрачности с PLA-пластиком?
Стандартный PLA даже в чистом виде дает лишь полупрозрачный эффект, напоминающий матовое стекло. Производители предлагают специальные «прозрачные» версии PLA с добавками, улучшающими светопропускание, но их состав часто не раскрывается, а долговечность остается под вопросом. Для стабильного результата профессионалы рекомендуют использовать проверенные PETG или SBS.
3. Какие методы постобработки лучше для прозрачных FDM-деталей?
Наиболее эффективными считаются три метода обработки. Химическое выравнивание парами растворителей позволяет сгладить микронеровности поверхности. Механическая полировка специальными пастами придает детали глянцевый блеск. Термическое сглаживание с помощью фена или в печи требует особой аккуратности, но дает хорошие результаты. Каждый из этих методов требует предварительных тестов и настройки параметров.

