Содержание
Каждый, кто использует 3D-печать, рано или поздно сталкивается с неприятной ситуацией — пластик перестает нормально выходить из сопла, а качество печати резко ухудшается. Эта проблема может возникнуть в самый неподходящий момент, сорвав важный проект. Но не стоит паниковать: в большинстве случаев засор можно устранить самостоятельно, имея под рукой минимальный набор инструментов. Познакомим вас не только со способами экстренной прочистки, но и научим правильно диагностировать проблему, а главное, предотвращать ее возникновение в будущем. Вы узнаете профессиональные хитрости, которые помогут сохранить сопло вашего принтера в идеальном состоянии даже при интенсивной эксплуатации.
Роль сопла в 3D-печати и основные причины засоров
В системе FDM-печати сопло выполняет ключевую функцию — это конечный элемент экструдера, где пластиковая нить расплавляется и точно дозируется на печатную платформу. Именно через это миниатюрное отверстие диаметром 0,2-1,0 мм проходит расплавленный материал, формируя каждый слой будущей модели. Качество работы сопла напрямую определяет точность геометрии, гладкость поверхностей и общую надежность процесса печати.
На практике мастера 3D-печати чаще всего сталкиваются с тремя типами засоров:
- Накопление нагара — когда расплавленный пластик налипает на внешнюю поверхность сопла, постепенно перекрывая выходное отверстие. Особенно характерно для материалов с высокой адгезией типа PETG.
- Механические загрязнения — попадание микрочастиц пыли, влажных комков пластика или абразивных добавок (угольное/стекловолокно) в расплавленную массу.
- Деградация компонентов — выгорание тефлонового вкладыша, износ внутреннего канала сопла или потеря герметичности в соединении с хотэндом.
Каждая из этих проблем проявляется по-разному: от заметного ухудшения качества печати до полной остановки экструзии. Например, при использовании древесных или металлосодержащих филаментов вероятность засора увеличивается в 3-4 раза по сравнению со стандартным PLA. Понимание этих особенностей помогает не только устранять неполадки, но и грамотно планировать профилактические мероприятия.
Важно отметить, что современные 3D-принтеры с системой прямого экструдирования (Direct Drive) менее подвержены засорам, чем модели с боуден-передачей, где пластик проходит длинный путь через тефлоновую трубку. Однако даже в самых надежных системах правильный уход за соплом остается обязательным условием стабильной работы.
Диагностика проблем с соплом 3D-принтера: как точно определить засор
Когда печать начинает идти со сбоями, многие сразу грешат на засорение сопла. Однако подобные симптомы могут вызывать и другие неполадки экструдерной системы. Чтобы не тратить время на ненужную разборку, важно научиться точно определять настоящую причину неисправности.
Характерные признаки засоренного сопла
Основной симптом проблем с соплом — нарушение экструзии. При этом пластик может выходить неравномерно, тонкой нитью или вообще перестать поступать.
Недоэкструзия проявляется по-разному:
- Тонкая, «жидкая» нить вместо плотного равномерного потока;
- Пропуски экструзии на прямых участках;
- Появление «дыр» в верхних слоях печати;
- Снижение качества боковых поверхностей (ребристость).
Когда ситуация усугубляется, можно услышать характерные щелчки экструдера — признак того, что мотор не справляется с проталкиванием пластика через засор.
Дифференциальная диагностика: как отличить от других неисправностей
Прежде чем приступать к чистке, необходимо исключить другие возможные причины. В первую очередь проверьте температурный режим — каждый тип филамента требует своих параметров. PLA обычно печатают при 190-210°C, PETG — при 220-250°C, а для ABS нужны 230-260°C. Несоответствие температуры приводит к проблемам с плавлением.
Не менее важны настройки диаметра прутка в слайсере. Распространенная ошибка — указание неверного размера (1.75 мм вместо 2.85 мм или наоборот). Также стоит осмотреть тефлоновую трубку на предмет засоров, проверить натяжение прижимного механизма и убедиться в отсутствии перегибов филамента.
Особое внимание уделите качеству самого пластика. Утолщения, посторонние включения или следы влаги могут вызывать симптомы, схожие с засором сопла. Помните, что материалы с добавками (угольное волокно, металлы) требуют специальных сопл и более тщательного ухода.
Только после комплексной проверки всех этих параметров можно с уверенностью утверждать, что проблема именно в сопле. Такой подход избавит вас от лишней работы и поможет быстрее вернуть принтер в рабочее состояние.
Эффективные методы восстановления работоспособности сопла 3D-принтера
Столкнувшись с засором сопла, не стоит сразу прибегать к радикальным мерам. Существует несколько проверенных способов восстановления его работоспособности, каждый из которых эффективен в определенных ситуациях. Выбор метода зависит от степени засорения, типа используемого пластика и конструктивных особенностей вашего 3D-принтера.
Механическая прочистка с помощью специализированного инструмента
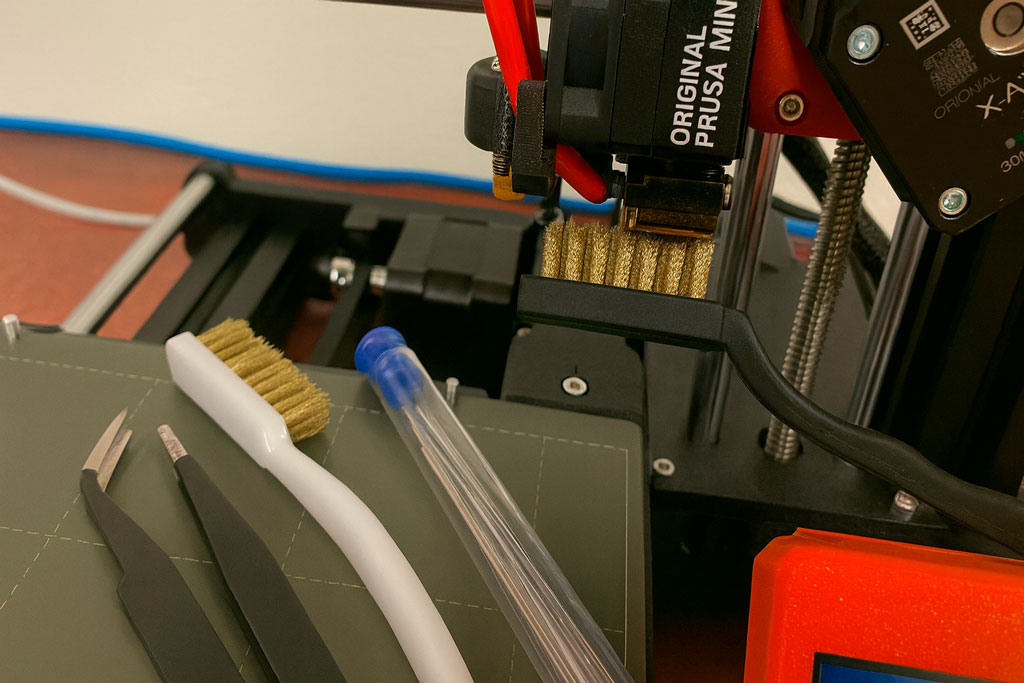
Для устранения незначительных засоров оптимальным решением будет механическая очистка. Этот метод требует использования тонкой металлической иглы (обычно диаметром 0,4 мм) или миниатюрного сверла. Важно выполнять процедуру при рабочей температуре сопла, так пластик сохраняет достаточную пластичность.
Техника выполнения достаточно проста: аккуратно введите инструмент в выходное отверстие сопла и несколькими вращательными движениями попытайтесь разрушить образовавшуюся пробку. Особое внимание стоит уделить латунным соплам: их внутренняя поверхность достаточно мягкая и легко повреждается. После процедуры обязательно протрите сопло чистой салфеткой, чтобы удалить остатки пластика.
Этот способ особенно эффективен при работе с PLA и ABS пластиками, но может не помочь при серьезных засорах или при использовании материалов с наполнителями. В таких случаях стоит рассмотреть альтернативные методы очистки.
Метод холодного вытягивания для глубокой очистки
Когда механическая прочистка не дает результатов, на помощь приходит техника холодного вытягивания. Этот метод основан на физических свойствах термопластов и требует точного соблюдения температурного режима.
Процедура начинается с отключения нагревательного элемента. Необходимо дождаться, когда температура сопла опустится до 80-100°C — в этом диапазоне большинство пластиков сохраняют частичную эластичность, но уже не находятся в жидком состоянии. В этот момент нужно резким, но аккуратным движением вытянуть филамент из экструдера.
При правильном выполнении вместе с прутком извлекается и застывшая пробка. Важно не допускать полного остывания сопла: при слишком низкой температуре пластик становится хрупким и может раскрошиться внутри канала. Этот метод особенно эффективен при засорах в верхней части сопла и часто позволяет избежать его полной разборки.
Радикальное решение — замена изношенных компонентов
В случаях, когда предыдущие методы не принесли результата или при работе с абразивными материалами, наиболее разумным решением будет замена сопла. Современные 3D-принтеры используют различные типы сопел: стандартные латунные для обычных пластиков, стальные или с покрытием из твердых сплавов для материалов с наполнителями.
Процедура замены требует определенной сноровки: сначала необходимо аккуратно открутить старое сопло (желательно при рабочей температуре), затем установить новое, соблюдая момент затяжки. Особое внимание стоит уделить плотности прилегания тефлоновой трубки к внутренней поверхности сопла — этот узел часто становится причиной новых засоров.
Для принтеров с большим износом экструдерного узла иногда целесообразна замена всего термоблока. Это особенно актуально при работе с высокотемпературными пластиками или при частых засорах, вызванных разгерметизацией системы.
Регулярная профилактика и правильный подбор комплектующих значительно снижают вероятность возникновения засоров и продлевают срок службы вашего 3D-принтера.
Как предотвратить засоры сопла: комплексная профилактика
Проблемы с засорением сопла можно свести к минимуму, если соблюдать простые, но эффективные правила профилактики. Грамотный уход за экструдерной системой не только сохранит ваши нервы, но и значительно продлит срок службы комплектующих. Давайте разберем ключевые аспекты, на которые стоит обратить внимание.

Правильное обращение с филаментом
Качество печати начинается с правильного хранения и подготовки пластика. Первое правило — всегда используйте поролоновые фильтры на входе в экструдер. Эти нехитрые приспособления задерживают пыль и микрочастицы, которые являются основной причиной внутренних засоров. Особенно это актуально для матовых и специализированных пластиков с добавками.
Хранение филамента требует не меньше внимания. Идеальный вариант — герметичные боксы с силикагелевыми осушителями. Влажность — злейший враг большинства пластиков: PETG впитывает воду за 2-3 дня, нейлон — буквально за несколько часов. Если нет возможности использовать бокс, плотные zip-пакеты с влагопоглотителем станут достойной альтернативой.
Для важных проектов рекомендем предварительно просушивать пластик даже из новой упаковки. Особенно это касается гидроскопичных материалов вроде нейлона или PVA. Простая сушка в обычной духовке при 50-60°C в течение 4-6 часов может кардинально улучшить качество печати.
Оптимизация параметров печати
Настройки слайсера играют не меньшую роль в профилактике засоров, чем техническое состояние принтера. При работе с металлическими термобарьерами важно правильно настроить ретракт, так как избыточный откат материала приводит к образованию пробок в холодной зоне. Оптимальное значение обычно составляет 0,6-1 мм для систем с прямым экструдером.
Регулярный осмотр тефлоновой трубки должен войти в привычку. Признаки износа: потемнение, потеря гладкости внутренней поверхности, следы выгорания. Замена трубки раз в 3-4 месяца (или после 500-700 часов печати) — разумная профилактическая мера. Для активных пользователей стоит рассмотреть переход на биметаллический термобарьер — это избавит от проблем с выгоранием тефлона.
Дополнительный совет: после длительного простоя всегда делайте пробную экструзию. Застывшие остатки пластика в сопле могут испортить всю последующую печать. Простая процедура прогрева и ручной подачи 10-15 см филамента перед началом работы избавит от многих потенциальных проблем.
Не забывайте о температурном режиме. Слишком низкая температура приводит к плохой текучести пластика и увеличивает нагрузку на экструдер, а чрезмерный нагрев вызывает деградацию материала и образование нагара. Каждый новый тип пластика требует индивидуального подхода и тестовых печатей.
Эти меры в комплексе создают надежную защиту от засоров, экономя ваше время и материалы. Профилактика всегда проще и дешевле, чем устранение последствий. А если неприятность все же произошла — теперь вы знаете, как с ней справиться.
Компания 3Dкрафтер поможет реализовать самые смелые идеи и проекты в области 3D-печати. В нашем парке техники более 140 промышленных 3D-принтеров. При заказе тиража тестовый образец изготовим бесплатно.
Вопросы и ответы
1. Как выбрать подходящее сопло для принтера?
При подборе сопла следует учитывать несколько ключевых факторов. Латунные варианты с полированной внутренней поверхностью, такие как E3D V6, действительно меньше подвержены засорам благодаря гладким стенкам канала. Однако для материалов с абразивными добавками (угольное волокно, металлопластики) лучше сразу выбирать стальные или твердосплавные сопла — они устойчивы к износу. Диаметр отверстия играет не менее важную роль. Для стандартных PLA и ABS достаточно 0,4 мм, но при работе с волокнистыми композитами минимальный рекомендуемый размер увеличивается до 0,6 мм. Это связано с тем, что частицы наполнителя могут создавать микроскопические пробки в узких каналах. Интересный компромисс — сопла с хромированным покрытием, сочетающие преимущества латуни и стали.
2. Можно ли спасти безнадежно забитое сопло
Когда стандартные методы прочистки не помогают, можно попробовать радикальные способы восстановления. Прокаливание газовой горелкой эффективно для полного выжигания остатков пластика, но требует осторожности — перегрев может нарушить геометрию сопла. Альтернатива — замачивание в растворителях: ацетон для ABS, дихлорметан для PLA, специальные составы для экзотических пластиков. Практика показывает, что 12-часовая выдержка в ацетоне при 50°C справляется даже с серьезными засорами. Для ускорения процесса можно использовать ультразвуковую ванну — она помогает растворителю проникать в мельчайшие полости. Однако после химической очистки сопло нужно тщательно промыть и просушить.
3. Когда действительно нужен металлический термобарьер?
Решение о переходе на металлический термобарьер должно основываться на том, как вы печаете. Для активной работы с высокотемпературными материалами (нейлон, поликарбонат, PEI) это действительно необходимость — тефлон просто не выдерживает длительного контакта с такими температурами. Однако для периодической печати PLA или PETG стандартная тефлоновая трубка остается практичным выбором.
Важный нюанс: металлические термобарьеры требуют более тщательной настройки ретракта и температурного профиля. Разница в теплопроводности может привести к образованию пробок в переходной зоне, если параметры печати подобраны неправильно. Для универсального использования хорошим компромиссом могут стать биметаллические решения, сочетающие лучшие свойства обоих материалов.

